
Компания ООО “Завод РГП” находится в г. Санкт-Петербург, производственные мощности рассчитаны на выпуск не менее 20 000 датчиков температуры, влажности и давления ежемесячно. Система снабжения и производства основывается на передовых теориях для производственных предприятий, таких как: Теория Ограничений Систем (буфер-канат-барабан, DDMRP) и на принципы Бережливого производства (Just in Time, 5S, 6 сигм). Благодаря внедрению инновационных методов производства удается поддерживать высокое качество продукции, обеспечивать минимальные гарантированные сроки поставки, а также предлагать минимальную стоимость продукции для наших Партнеров.
Качество и надежность датчиков температуры достигается за счет отбора надежных поставщиков, входного контроля поставляемых запчастей, входного и выходного контроля измерительных элементов датчиков на всех этапах производственного процесса (выходной контроль на предприятии изготовителе, входной и выходной контроль при приемке, пайке и после итоговой сборки), строгого следования инструкциям, конструкторской документации и внутренним правилам. Отделом технического контроля осуществляется строгий контроль качества выпускаемой продукции перед отгрузкой и упаковкой готовой продукции Клиентам. Каждый датчик температуры проходит индивидуальный ОТК.
В период с 2016 по 2023 год технические специалисты Завода RGP внедрили более 100 технических изменений в конструкцию датчиков, технологический и сборочный процессы (в том числе и по просьбам Клиентов). Постоянное внедрение изменений и улучшений позволило неоднократно снижать стоимость датчиков температуры и улучшать их технические характеристики. В настоящее время идет разработка новых продуктов, инновационных производственных решений, которые гарантируют стабильный рост и дальнейшие конкурентные преимущества продукции, выпускаемой под брендом RGP.
Благодаря высокому качеству полуфабрикатов, используемых при производстве, датчики температуры и влажности RGP характеризуются повышенными техническими характеристиками (относительно многих конкурентов), высокой механической прочностью и усиленной защитой от внешних воздействий. За счет использования прочных трубок из нержавеющей стали, корпусов собственного изготовления и высокой культуры производства – датчики температуры от Завода RGP по многим параметрам превосходят датчики европейских производителей.
Тестирование датчиков – важный этап в производстве:
Этап №1: все необходимые элементы для производства датчиков проходят первичную приемку: визуальный осмотр, измерение основных физических параметров, сравнение с эталоном.
Этап №2: перед сборкой датчика проверяется монтажная сборка с измерительным элементом: визуальный осмотр места пайки и изоляции, проверка на обрыв и короткое замыкание, номинальное сопротивление при заданной температуре.
Этап №3: после сборки у каждого датчика температуры проверяется наличие сопротивления на выходе и соответствие показаний температуры в зависимости от текущего сопротивления.
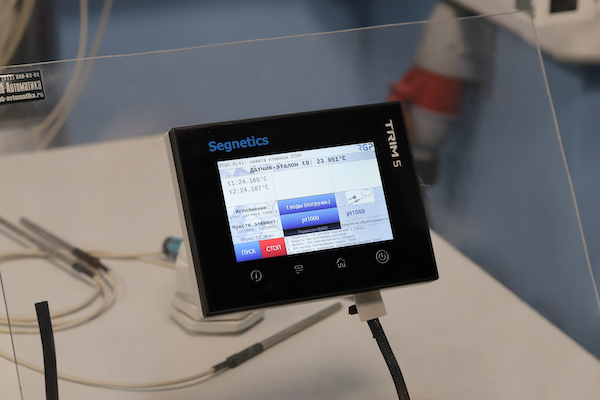
Этап №4: перед упаковкой и отгрузкой на склад готовой продукции несколько датчиков из партии проверяются на специальном стенде, где их показания сравниваются с показаниями “датчика-эталона”.